When we think about the future, it’s easy to forget that it comes closer with every moment of your life. It is especially noticeable in the business, where keeping your fingers on the pulse is a constant necessity.
With the emergence of new technological advancements from the scientific community. With proactive work from the innovators within your industry, and with never-ending competition from smaller local and remote companies. The market is always changing.
The best way to navigate through and harness these changes is to optimize business processes through the active exploration and use of the latest technologies. For instance, computer vision and video intelligence applications. But how can computer vision improve your business?
Computer vision integrates cameras and software to detect and track any object, no matter how big or small. Powered by artificial intelligence (AI) and machine learning (ML) systems, it enables analysis of precepted data and even can build automatic predictions and reporting. In many cases, such systems can deliver the level of accuracy surpassing the possibility of the human eye.
The development of artificial intelligence in particular areas is associated with the need to solve specific tasks that are often labor-intensive and costly for humans. Nowadays, even everyday life and the production sector can no longer cope without complex hardware learning and memorizing complex programs. Let’s look at the five main areas where Computer Vision and AI is being actively used today:
Computer Vision in Manufacturing
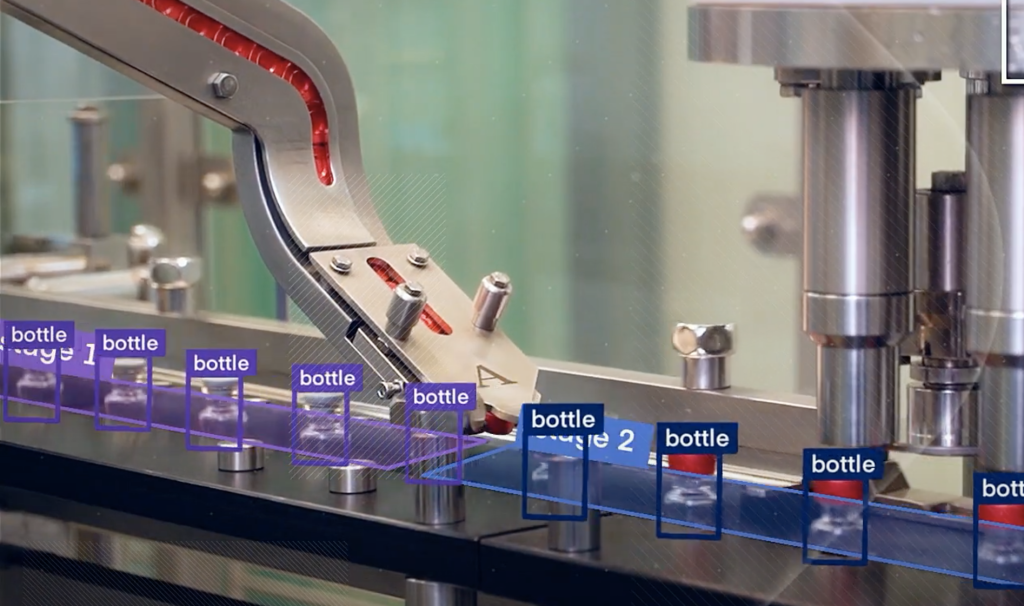
Surface (Roughness) Measurement
Cameras powered with AI mechanisms can identify any roughness invisible to the human eye. Such an application allows reducing manufacturing defect cases, potentially impacting your company’s income. It is especially important in the production that can have an outright influence on human health or can endanger life, like medical manufacturing.
Access control/Staff access control
Computer vision object recognition can prevail facility entry of unauthorized intruders or employees. Real-time monitoring and alerting would help avoid thefts or product damages and protect workers from potential harm. Also, an access control system with a face recognition model or biometrical scanning could provide 100% insurance that the one who enters is eligible.
Improving worker safety
The most crucial thing in the workers’ safety is assurance in proper equipment usage. With the computer vision application, you would ensure that every employee has their special equipment worn and stay safe.
Waste management
An integral part of manufacturing is waste emission. AI systems provide smart waste distribution and further management. Waste detection uses cameras to identify litter and track the correct recycling process.
Textile pattern recognition
Textile fabrics can substantially save time and human resources by automating image processing and machine vision, which focuses on pattern classification, warp, and weft float analysis. It allows reducing production defects and expedites the manufacturing process.
Equipment Troubleshooting and pro-active diagnosis
Production problem optimization can excel with the appliance of an accurate problem diagnosis system. Deep learning mechanisms and 3D vision inspection allow product scanning and fault detection, invisible for human insight. AI-based technology also confers further treatment solutions. Moreover, the real-time monitoring system can predict and prevent fault cases at every manufacturing stage. Such combined application of the latest technologies influences productivity overall organizational outcome and improves workers efficiency.
Computer Vision in Security

Thermal imaging and night vision
Thermal imaging and night vision ensure capturing images and object detection in the condition of visible light absence. With the usage of infrared technology, the camera can identify everything during the nighttime or in the poor light facility, which allows producing almost natural-looking images. Thermal imaging cameras have a bit of a different application. It identifies the object by analyzing thermal energy, releasing it from them. Used for spotting bodies even at a great distance and tracking their movements, it can also be helpful in rescue operations.
Multi-sensor perceptual data acquisition, fusion, and analysis in ITS
Another computer vision application focuses on optimizing video or image content, which includes recovery, quality improvement, stabilization, colorization, and noise removal. In conjunction, it provides quality improvement for ITS in adverse weather conditions, for example, video/image stabilization, dehazing/defogging, desnowing, derailing, low-light enhancement, etc.
Physiological biometrics and Face recognition
AI analysis helps recognize a person based on physiological characteristics, such as the face, fingerprint, vascular pattern or iris, behavioral traits, gait, or speech. It accelerates the verification process and provides the least likely data loss due to attackers’ manipulation.
Zooming
A computer vision mechanism can be used for zooming a suspicious object and warning about it. ML model allows quick identification of the potential subject of interest from the surrounding, monitoring its action in the real-time mode, and providing further analysis.
Crowd detection and control
Crowd monitoring helps to avoid adverse crowd situations, prevent thefts and ensure the safety of the public. It can be beneficial for providing better emergency services for disaster management and public events’ security.
Human abnormal behavior detection
The real-time monitoring system is helpful for suspicious activity detection in a public gathering to minimize terrorism cases. Such applications will quickly identify abnormal behavior, track further ways and actions, and alert human workers.
Computer Vision in Logistics, Warehousing, and Storage
Warehouse monitoring
Real-time computer vision appliances can provide smart warehousing management, automate some parts of human activities, and improve operational processes. It analyzes data and informs employees about any damage or unstable position of goods that may threaten the integrity. Based on ML object counting, the system evaluates the number of storage goods and detects any changes, comparing it to the previous data, which prevents loss and damage.
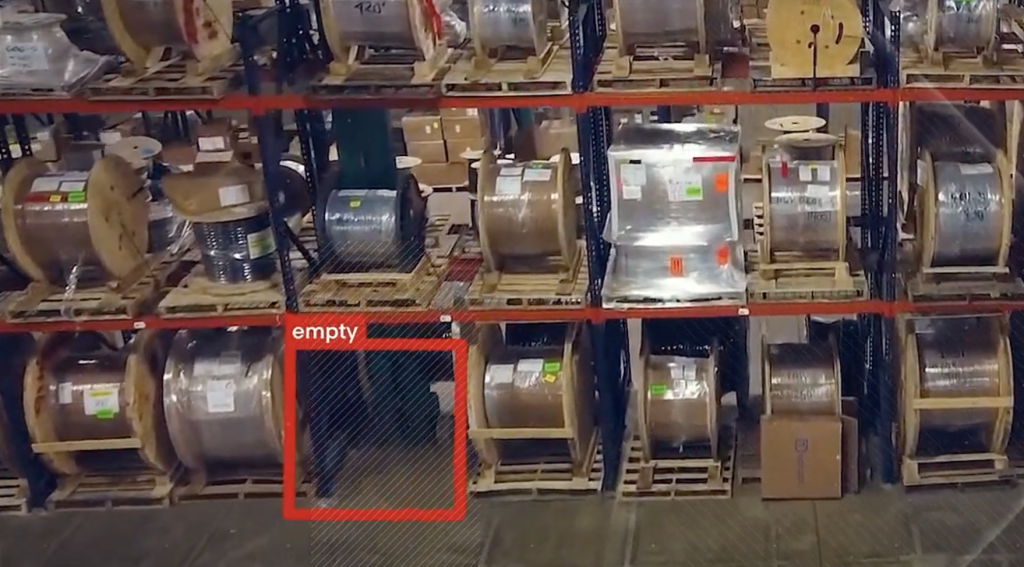
Shelf Monitoring
A shelf monitoring system determines empty or overloaded shelves. Along with the AI mechanism, it suggests how to distribute goods through the facility, saving workers time and effort.
Labeling and barcode verification
Barcode recognition allows us to analyze all the barcodes accurately and detect defects on fast-moving parcels. Since human eyes can’t check all the labeling, computer vision technology provides the quickest analysis of data without stopping the conveyor belt. So that all parcels are identified without disrupting the package flow.
Packaging inspection and product integrity
One of the most crucial logistics aspects is ensuring that all the items are packed and integrated. Deep scanning technology detects even the most minor defects. It also identifies the item’s condition inside the box, ensuring that everything is packed correctly, so there would be no damage cases during the transportation.
Distribution monitoring
Real-time distribution monitoring ensures the correct labeling process. By scanning the image, computer vision proceeds the result and determines whether the information on the packaging corresponds to the product inside.
Transported objects integrity and quality monitoring
However, even the most accurate logistics process is immune from transportation damages. Bad road quality, pits, sharp turn stops can cause item damages. The application of real-time computer vision analysis ascertains transportation quality control, allowing the quickest replacement of the damaged item.
Computer Vision in Construction

Detecting dangerous areas
In order to provide worker’s safety in dangerous areas, computer vision recognizes risky objects, and the alert system notifies if the employee is over the safety line. The main advantage of such an application is the ability to predict further movements of the construction machinery and automatically identify the potential risk zone and warn workers. Potential threats identifying influence on reducing injuries cases on construction, providing safer working environments.
Deep analysis
With the deep analysis model, even the smallest detail would be checked for shortcomings. Early detection of construction issues can be easily managed in the preparation phase and warn further ones. It has a positive impact on construction deadlines and mitigates potential costs.
Action recognition
Inefficient employee movement has an impact on time expenses. In order to define the most proper movement trajectory, a computer vision system may create special diagrams for optimizing the working process and reducing path obstacles.
Worker’s PPE compliance regulation
Despite dangerous working areas, one of the most health-risky dimensions in the construction area is PPE absence. Computer vision human analysis identifies body parts and alerts if there is no required protection equipment, preventing potential harm.
Computer Vision in Mining

Soil analyzing
The task of simplifying the extraction process by soil analysis can be solved with computer vision soil scanning and data processing, which helps to determine a good place for extraction. It can even be done accurately at nighttime, with thermal imaging and night vision application, so the time spent on finding extraction can be significantly saved.
Smart sorting system
Powered by color sensors and X-ray scanning, the computer vision algorithm helps sort waste and disposal in the mining process. Machine learning systems can be taught to identify minerals and separate them from other objects, improving the execution speed and efficiency.
Personnel Tracking
Subsurface employee control can be even more difficult but remains important due to high trauma risk. Computer vision appliances provide safety of operations control by checking all PPE, identifying dangerous areas, and automatically warning workers about potential threats.
Predictive Maintenance
With the appliance of image technology analysis, computer vision can scan the mine condition and caution about probable mining exhaust failures.
Conclusion
Computer vision implementation can be so vast that it’s hard to imagine an industry that wouldn’t benefit from it. If performance improvement, cost reduction, automation of operations, outstanding quality control are relevant for your business, make sure that you’re keeping up to speed with the latest technologies, such as computer vision. Don’t get scared to bet on the future, as it is always the winning bet.
If you are looking for a computer vision application in your industry, please consider checking our other content in our computer vision blog.
If you need help with implementing your computer vision solution, contact our experts, and they will be glad to answer your questions.